以下是:广西省玉林市带式螺旋输送机为您服务的产品参数
以下是:广西省玉林市带式螺旋输送机为您服务的图文视频
【衡泰】为您提供
博白插板闸阀、
陆川震动给料机、
柳州螺旋输送机、
北海震动给料机、
河池粉尘加湿搅拌机等多元产品与服务。
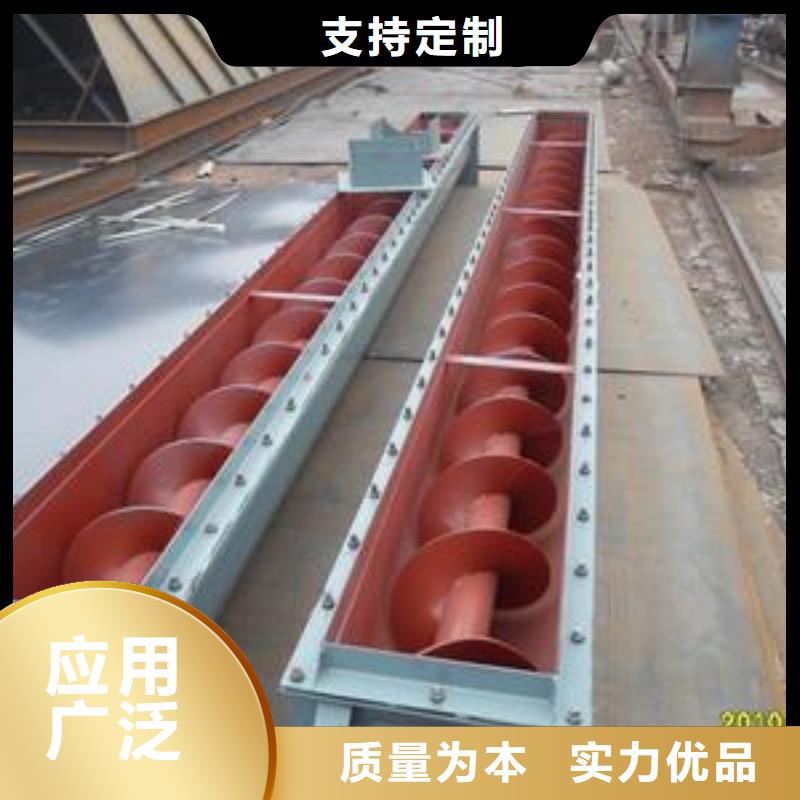
带式螺旋输送机为您服务_
衡泰重工机械制造(玉林市分公司),固定电话:
【13731735184】,移动电话:
【13731735184】,联系人:
刘女士,西环工业区。 广西壮族自治区,玉林市 1956年3月,郁林县更名玉林县,玉林地名自此始。玉林市是全国改革发展试点城市、全国农村改革试验区、海峡两岸农业合作试验区,是北部湾城市群、广西北部湾经济区重要节点城市、珠江—西江经济带成员城市,广西“两湾”产业融合发展先行试验区(玉林),是承东启西、对接沟通粤港澳大湾区和北部湾经济区的重要通道和关键节点城市,处于华南经济圈与大西南经济圈结合部,是全国第二批农村改革试验区之一,被中央文明办确定为全国文明城市提名城市,被评为知识产权试点城市。南宁至广州高速公路、玉林至北海铁山港高速公路,黎湛铁路、洛湛铁路、玉铁铁路在玉林境内纵横相交;玉林旅游资源丰富,风景名胜有云天民俗文化城、大容山森林公园、谢鲁山庄、都峤山等。玉林是广西、中国的侨乡,乡贤文化、客家文化、玉商文化、侨乡文化底蕴深厚。
想知道带式螺旋输送机为您服务产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:广西玉林带式螺旋输送机为您服务的图文介绍



衡泰重工机械制造(玉林市分公司)自成立以来一直秉承“品质、专业、诚信、热忱”的经营理念,致力于打造满足客户需求的准确、方便、迅捷、可靠的 插板闸阀企业。公司特别注重高科技研发团队的的建设,凝聚了一支多年从事 插板闸阀方面的研发和产品工程师,保证了产品质量的稳定性、可靠性。同时公司也建立了拥有丰富项目实施经验和技术过硬的售前、售后服务队伍,可以为用户提供的产品服务和技术解决方案。

广西玉林倾斜角度15°的螺旋输送机,填充系数合理范围为“水平基础值×0.85~0.95”,核心结合物料形态确定,既兼顾输送效率,又避免物料下滑导致的异常,具体分类如下:### 一、按物料形态的合理取值(15°倾斜专属)| 物料类型 | 水平基础填充系数φ水平 | 15°倾斜合理范围φ倾斜 | 典型物料示例 ||-------------------------|-----------------------|-----------------------|-------------------------------|| 粉状物料(流动性好/中) | 0.25~0.35 | 0.21~0.33 | 面粉、水泥粉、粉煤灰、奶粉 || 粒状物料(无粘连) | 0.35~0.45 | 0.30~0.43 | 粮食、塑料粒、化肥颗粒、石英砂|| 小块状物料(≤50mm) | 0.2~0.3 | 0.17~0.29 | 煤块、陶粒、再生骨料、果干 || 粘性/易结块物料 | 0.15~0.25 | 0.13~0.24 | 酒糟、脱水污泥、受潮面粉、湿砂|### 二、关键调整逻辑1. 15°倾斜属于低角度倾斜,物料下滑影响比20°更弱,因此修正系数(0.85~0.95)高于20°,平衡效率与稳定性。2. 物料流动性优化(如干燥粉状、均匀粒料)可取区间上限,流动性偏差(如潮湿、轻微粘性物料)取区间下限,避免堆积。3. 叠加长距离(>30m)或高转速(>40r/min)工况时,需在上述范围基础上再降5%,减少物料滑动和损耗。### 三、实操建议优先取区间中间值试运(如粉状物料取0.27、粒状取0.36),观察电机电流(控制在额定值80%~90%)和输送流畅度。若出现轻微回流,可小幅下调填充系数;若输送量不足且无异常,可逐步上调至区间上限。要不要我根据你具体的物料类型(比如粮食、水泥粉等),精准计算15°倾斜时的填充系数,还能同步给出对应的输送量匹配建议?


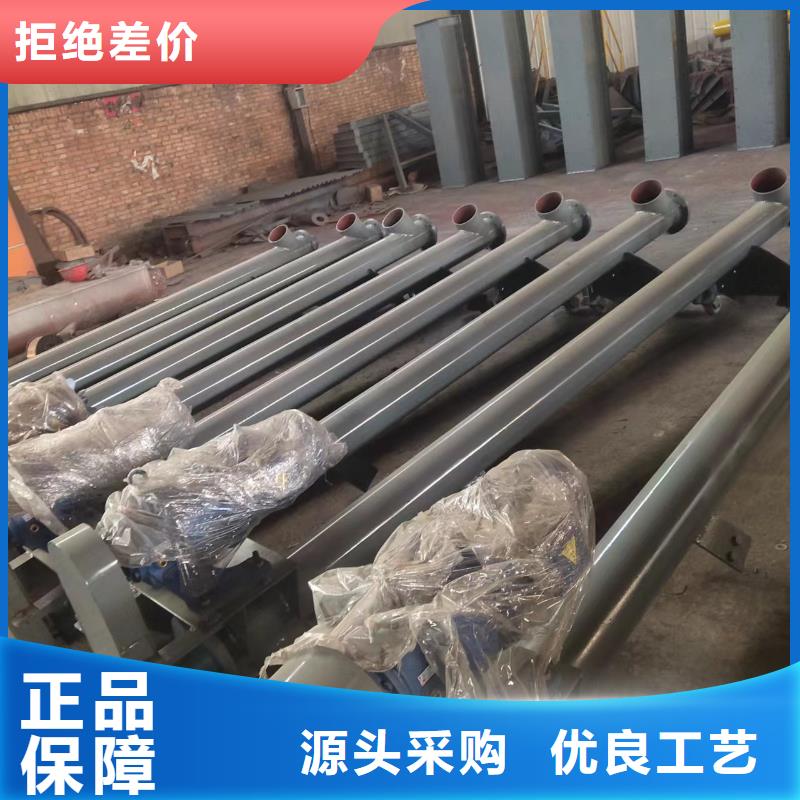
广西玉林螺旋输送机叶片与机壳间隙调整的核心方法的是:针对“轴偏移、机壳变形、叶片问题”三类核心偏差,采用“垫片调整、机壳校正、叶片修复”三类精准方法,全程同步保证同轴度和间隙均匀性。### 一、针对螺旋轴偏移(常见):垫片调整法这是调整同轴度和间隙的核心方法,通过增减轴承座垫片修正轴的位置。- 操作步骤:松开两端轴承座固定螺栓,根据百分表测出的径向跳动方向和塞尺的间隙数据,在轴承座底部或侧面加/减对应厚度的垫片(垫片厚度=间隙偏差值/2,需保证两侧对称)。- 关键要点:垫片需选用厚度均匀的钢垫片(误差≤0.1mm),每次调整后手动转动螺旋轴,用百分表复测同轴度、塞尺查间隙,反复微调至达标。- 适用场景:螺旋轴同轴度偏差、叶片四周间隙不均(无部件变形)。### 二、针对机壳变形/倾斜:机壳校正法机壳同心度偏差会直接导致间隙异常,需同步校正机壳位置和形状。- 1. 机壳倾斜调整:用水平仪测出机壳倾斜方向,松开机壳与底座的连接螺栓,在偏移侧的底座处加垫片,调整机壳水平度(≤0.5mm/m),使机壳中心与螺旋轴中心对齐。- 2. 机壳局部变形校正:用千斤顶垫木块(避免损伤机壳),轻轻顶压机壳凸起部位,同时用塞尺实时监测对应位置的间隙,直至机壳内壁平整,间隙恢复均匀。- 适用场景:机壳安装倾斜、运输或使用中出现局部变形。### 三、针对叶片变形/磨损:叶片修复法叶片自身偏差会导致间隙假象,需先修复或更换叶片再调整整体间隙。- 1. 轻微变形校正:用扳手缓慢校正叶片边缘,确保叶片与螺旋轴垂直、边缘平整,校正时避免用力过猛导致叶片断裂。- 2. 严重磨损/变形更换:拆除损坏叶片,安装新叶片时保证叶片间距均匀、与轴垂直度达标,更换后重新按“垫片调整法”校准同轴度和间隙。- 适用场景:叶片弯曲、边缘磨损不均导致局部间隙过大或过小。### 四、长距离输送机专属:分段调整法针对长度>5m的设备,需分段控制偏差,避免整体偏移。- 操作步骤:每2-3m设一个测量点,用拉线法(两端拉细线对准机壳中点)辅助定位,先调整两端轴承座基准,再逐段测量中段轴体的同轴度和间隙,通过局部加垫片或校正机壳的方式修正偏差。- 关键要点:分段调整时需保持相邻段的偏差一致,避免出现“局部达标、整体偏移”的情况。### 五、辅助调整:轴承座移位法当垫片调整无法满足精度时,通过微调轴承座位置进一步修正。- 操作步骤:松开轴承座的横向固定螺栓,用顶丝或撬棍轻轻推动轴承座(力度均匀),同时用百分表监测螺旋轴径向跳动,直至同轴度达标,再按对角线顺序拧紧螺栓。- 关键要点:移位后需再次检查轴承座水平度,避免移位导致新的偏差。要不要我帮你整理一份**不同偏差类型的调整方法对照表**,明确每种方法的操作工具、步骤、合格标准,方便现场快速匹配使用?



在广西省玉林市采购带式螺旋输送机为您服务请认准衡泰重工机械制造(玉林市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘女士-【13731735184】)。